探索CNC多线锯技术架构。了解伺服张力控制、自适应切割系统,以及为何其在精密石材切割方面优于传统锯机。
简要总结:切割背后的工程技术

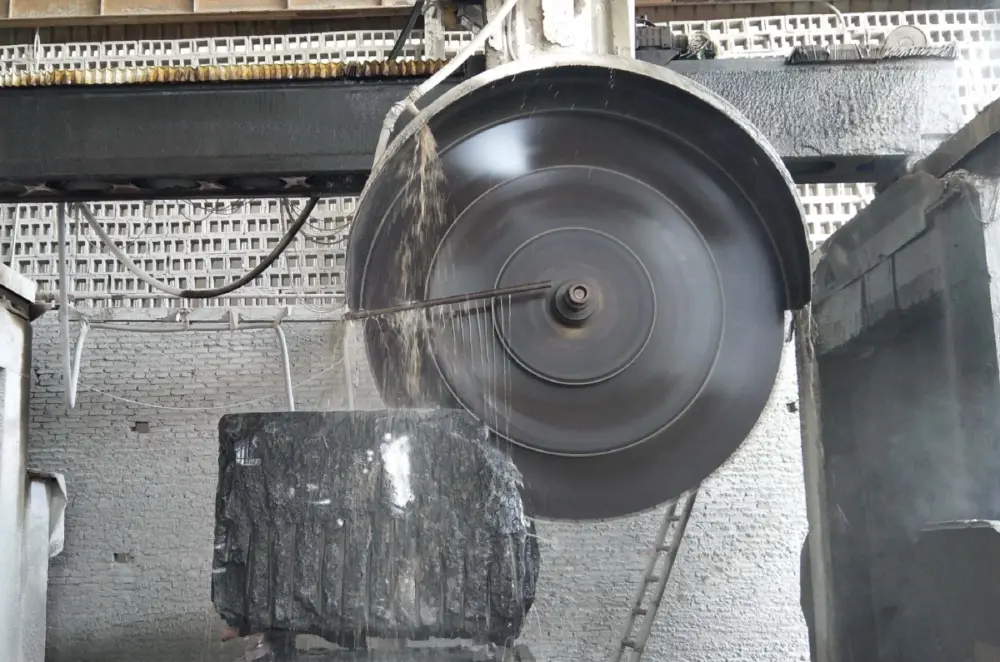
CNC金刚石多线锯在精密石材切割中的优势
如果您是工程师或设备维护经理,您一定知道传统排锯的局限性。它们噪音大,材料浪费严重,且难以实现高端应用所需的精细表面质量(通常Ra约2.2),需大量后续加工。CNC多线锯直接解决了这些瓶颈。其优势在于精密自动化控制系统,可实现Ra≈2.0的优异表面光洁度,将锯缝损耗降至仅0.5mm,噪音显著降低,并且全程自动化。
多线切割机的系统架构
CNC多线锯的核心是一套自动化系统,利用多根金刚石绳同时切割石材荒料。系统架构融合了机械精度与智能控制的闭环。首先是绳锯张力系统,确保每根绳锯保持恒定受力。绳锯由一系列大型高精度滚轮(320-450mm)导向,并由高功率主电机(60x4 kW)驱动。切割过程中,传感器网络实时反馈力、振动及绳锯磨损数据至CNC控制器,使系统能即时微调,形成自适应反馈回路,确保从头到尾切割一致、完美。

核心技术优势:精度、自动化与控制
设备性能基于三大技术支柱协同运作。
为何CNC金刚石多线锯优于排锯
从传统工艺转向CNC多线技术,是各项指标上的全面升级。
性能指标 | CNC多线锯 | 传统排锯 |
|---|
材料利用率(锯缝损耗) | 0.5mm(最大化板材产出) | 2–5mm(材料浪费显著) |
表面质量(粗糙度) | Ra ≈ 2.0(减少抛光工序) | Ra ≈ 2.2(需大量二次加工) |
噪音水平 | ~60–80 dB(更安全的工作环境) | ~110–130 dB(职业健康隐患) |

设备结构:关键部件与参数
掌握核心部件是理解设备性能的关键。
张力系统:设备精度的核心。初始张力为中高区间(如大理石100–200N,更硬石材略高),随后由闭环伺服系统自动保持稳定张力。
导向滚轮:直径约320–450mm,高精度加工,确保金刚石绳锯运行稳定、低振动,有助于保持厚度公差。
主电机:强劲的60x4 kW电机阵列,提供稳定的绳锯速度与灵敏的启停控制,确保高品质切割。
金刚石绳锯:常用直径为0.35mm,实现标志性的0.5mm锯缝,也可根据应用选用最大0.8mm绳锯。优质矿山绳锯机对于无内裂荒料的开采至关重要,确保多线锯性能最佳。 绳锯储存容量:约30,000米储绳量,支持长时间连续切割及高效多线作业。
切割进给速率:范围0–200 mm/h,操作员应先保守设定,逐步提升,寻找速度与表面质量的最佳平衡。
PLC/接口:设备可与工厂系统集成(支持如OPC UA/Profinet等协议),实现集中生产监控、数据记录及配方管理。

多线锯故障应对
即便是最先进的设备也可能出现问题,以下是应对方法:
断绳
原因:张力过大、冷却不足或石材密度突变。
应对:依赖闭环张力系统,确保充足冷却水流,切割密度不均石材时降低进给速率。
厚度偏差
原因:设备振动、荒料夹持不牢或绳锯张力不均。
应对:利用设备低振动机架,确保荒料夹持牢固,先做短暂试切让自适应系统校准。
边缘崩裂
原因:金刚石绳锯磨损、冷却不足或绳锯速度过快。
应对:按计划更换绳锯,保持切割面稳定水膜,严格控制绳锯速度在推荐范围内。

系统兼容性:上升式与下压式
设备有两种主要结构:上升式(JS系列)和下压式(XY系列)。两者均可与CNC/PLC系统集成进行配方管理,但机械设计影响性能。上升式系统将荒料推入固定切割部件,稳定性更高,精度更佳,设备寿命更长。下压式系统初期投资更低,适合对精度要求不高的场景。
如何设定三类常见材料的初始参数
这些参数建议用于设备量产前的校准。
大理石(软至中硬):建议中等绳锯速度,进给速率在0–200mm/h区间下半段,张力设为中高。逐步提升进给速率,找到表面质量与效率的最佳平衡点。
洞石/玛瑙(脆性/晶体型):以稳定性为主。采用中低绳锯速度,保守进给速率,张力略高且稳定,防止振动。冷却充足极为关键,建议先在角落试切。
花岗岩(硬质):需更大动力。采用中高绳锯速度,进给速率保守但稳定,张力设为较高。密切监控绳锯磨损与导向滚轮状态,让设备反馈系统微调参数。
切割完成后,板材可直接进入自动化
石材抛光线进行高品质表面处理,完成生产流程。
常见问题解答(FAQ)
伺服张力系统如何实际工作?
该系统是设备精度的核心,确保每根绳锯在切割过程中始终保持最佳张力。
原理:采用伺服电机与传感器组成闭环反馈系统。传感器实时检测每根绳锯张力,遇到异常(如切到更硬石材),伺服电机会立即调整,恢复至设定值。
局限:系统可应对荒料内部正常变化,但无法补偿严重预存裂纹或夹持不牢,仍可能导致问题。
操作建议:设备设定时应选择合适的材料基线张力,后续由自动系统微调确保切割质量。
如何识别并降低断绳风险?
防止断绳是提升设备开机率、降低运营成本的关键。
原理:主要原因包括张力过大、冷却不足(导致过热)、或切到石材空洞/硬质夹杂物产生冲击。设备自适应控制可通过自动调整进给速率和张力进行防护。
局限:系统效果依赖正确设定。使用磨损严重的金刚石绳锯或冷却水流不足,会削弱系统保护作用。
操作建议:定期预防性维护,包括检查冷却系统喷嘴及跟踪金刚石绳锯使用寿命。
混合厚度切割是否增加跳绳风险?
确实会,但可通过合理设置进行管控。
原理:当相邻绳锯切割厚度差异大时,张力分布不均,易导致跳绳或振动,影响整体稳定性。
局限:设备可应对适度变化。如同时切割5mm与30mm板材,风险显著提升。建议厚度变化逐步过渡,提升系统稳定性。
操作建议:如需同批切割多种厚度,建议分组切割并咨询技术团队优化绳锯布局与参数。
设备与PLC集成能实现什么?
集成后可实现更高级别自动化与数据驱动管理。
原理:通过标准协议(如OPC UA/Profinet)将锯机接入中央PLC系统,可存储管理切割配方,跟踪每块荒料生产数据,并远程监控设备状态。
局限:集成程度取决于工厂现有网络与软件。设备提供数据与接口,需配套基础设施才能实现全厂分析。
操作建议:与工程团队沟通自动化目标,探讨可集成的数据点与控制功能,优化生产流程。
设备噪音水平如何影响合规?
噪音降低对员工安全与合规有重要意义。
原理:多线锯运行噪音为60-80 dB,远低于排锯(110-130 dB),有助于符合职业健康噪音标准,减少隔音措施需求。
局限:即使80 dB,长时间暴露仍需佩戴标准听力防护(PPE)以满足安全规范。
操作建议:在健康安全评估中引用厂家噪音数据,合理规划PPE要求,确保合规。
如何为新材料开发初始切割配方?
开发新配方需系统、谨慎,确保质量与效率兼顾。
原理:以本指南推荐参数为基线,先用保守进给速率和中等绳锯速度,在荒料角落或非关键部位试切。
局限:首次切割勿追求最大速度,初始配方目标是建立安全高质量基线,后续再优化速度。
操作建议:观察表面质量,留意异常声音,检查CNC反馈张力,逐步微调单一参数直至达理想效果,最后保存为新配方。




 English
English Italian
Italian





 Nov 25, 20257分钟阅读
Nov 25, 20257分钟阅读
 中文
中文